
Taupunkttabelle in Abhängigkeit von Druck und Temperatur
Diese Tabelle zeigt den Taupunkt in °C für verschiedene Drücke (in barg) und Temperaturen. Diese Informationen sind wichtig für die Analyse und Kontrolle von Feuchtigkeit in Druckluftsystemen und anderen industriellen Anwendungen.
| Druck (barg) | Taupunkt (°C) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| -100 | -90 | -80 | -70 | -60 | -50 | -40 | -30 | -20 | -10 | 0 | |
| 0 | -100,00 | -90,00 | -80,00 | -70,00 | -60,00 | -50,00 | -40,00 | -30,00 | -20,00 | -10,00 | 0,00 |
| 5 | -90,49 | -79,71 | -68,90 | -57,29 | -45,98 | -34,32 | -23,13 | -11,59 | 0,03 | 13,45 | 27,28 |
| 7 | -89,25 | -77,94 | -66,56 | -55,09 | -43,54 | -31,90 | -20,17 | -8,35 | 4,05 | 17,93 | 32,27 |
| 10 | -87,48 | -75,95 | -64,33 | -52,60 | -40,78 | -28,86 | -16,82 | -4,68 | 8,66 | 23,08 | 38,03 |
| 15 | -84,35 | -72,55 | -60,38 | -49,60 | -37,45 | -25,47 | -12,76 | -0,21 | 14,31 | 29,42 | 45,13 |
| 20 | -83,77 | -71,77 | -59,64 | -47,37 | -34,97 | -22,42 | -9,73 | 3,55 | 18,58 | 34,22 | 50,52 |
Faktoren, die die Genauigkeit der Druckluftfeuchtigkeitsmessung (Drucktaupunkt) beeinflussen
Bei der Auswahl des Probenahmepunkts und der Durchführung der Druckluftfeuchtigkeitsmessung, insbesondere in sehr trockenen Umgebungen, sollten folgende Faktoren berücksichtigt werden:
- Die Anzahl der Verbindungen am Probenahmepunkt sollte minimiert werden, um Undichtigkeiten und eine Erhöhung der Feuchtigkeit durch das Eindringen von Wasserdampf aus der Umgebung zu vermeiden.
- Vermeiden Sie Feuchtigkeitsmessungen in Totabschnitten der Anlage – stellen Sie einen ausreichenden Druckluftdurchfluss am Messpunkt sicher.
- Die Temperatur der Rohrleitung oder des Probenahmekreislaufs darf nicht niedriger sein als der Taupunkt des beprobten Gases. Dies könnte zur Kondensation von Feuchtigkeit in der Anlage und zu erheblichen Messfehlern führen.
- Zur weiteren Minimierung des Kondensationsrisikos im Messsystem:
- Stellen Sie sicher, dass die Probenzuführungsleitung so kurz wie möglich und von möglichst geringem Querschnitt ist.
- Optimal ist die Verwendung von rostfreiem Stahl mit geringer Oberflächenrauheit für den Probenweg.
- Verwenden Sie undurchlässige Materialien (z.B. rostfreier Stahl), um die Diffusion von Feuchtigkeit aus der Umgebung in das Messsystem zu verhindern. Vermeiden Sie Leitungen aus PVC oder Nylon.
Gemessene Parameter bei der Drucktaupunktmessung in Druckluftanlagen
Gemessener Parameter: Drucktaupunkt Messobjekt:
Druckluft Messbereich: –70 … +30°C td
Genauigkeit: ±2 K
Ansprechzeit des Sensors (t90; von trocken zu feucht): < 20 Sekunden
Ansprechzeit des Sensors (t90; von feucht zu trocken): < 340 Sekunden
Gemessener Parameter: Temperatur
Messobjekt: Druckluft
Messbereich: –10 … +60 °C
Genauigkeit: ±0,2 K
Gemessener Parameter: Relative Luftfeuchtigkeit
Messobjekt: Druckluft
Messbereich: 0 … 100% rF
Genauigkeit (rF <5%): ±(0,025% rF + 17,5% vom Messwert)
Genauigkeit (rF >5%): ±(0,8% rF + 2% vom Messwert)
Gemessener Parameter: Druck
Messobjekt: Druckluft
Messbereich: 1 … 20 bar abs (Absolutdruck)
Genauigkeit: ±0,05 bar
Anforderungen an die Messumgebung / Druckluftanlage:
Druck am Probeentnahmepunkt: 1 – 20 bar abs (Absolutdruck)
Gastemperatur am Probeentnahmepunkt: –10 … +60 °C
Gasströmung am Probeentnahmepunkt: Kein Einfluss auf die Messgenauigkeit
Anschlussart am Probeentnahmepunkt: Pneumatische Schnellkupplung DN7.2 (Buchse) ODER Innengewinde G3/8 oder G1/2 ODER Außengewinde G3/8 ODER Schlauch mit Außendurchmesser 6mm, 8mm, 10mm, 12mm oder 16mm
Umgebungstemperatur: –10 … +40 °C
Taupunkt vs. Drucktaupunkt
Der Taupunkt, genauer gesagt die Taupunkttemperatur, ist die Grenztemperatur, bei der die Luft die maximale Wasserdampfsättigung erreicht (relative Luftfeuchtigkeit von 100%). Eine weitere Abkühlung der Luft mit 100% relativer Luftfeuchtigkeit führt zur Kondensation des bisher als Dampf mitgeführten Wassers, da die Luft (Gas) bei niedrigeren Temperaturen nicht mehr in der Lage ist, so viel Wasser zu halten. Bei 100% Luftfeuchtigkeit führt beispielsweise ein Temperaturabfall um 10°C zur Kondensation von etwa 50% des in der Luft vorhandenen Wasserdampfs. Die Kenntnis des Taupunkts und der aktuell im System gemessenen Temperatur ermöglicht es daher, einzuschätzen, wie weit man von den Bedingungen entfernt ist, bei denen das in der Luft vorhandene Wasser zu kondensieren beginnt.
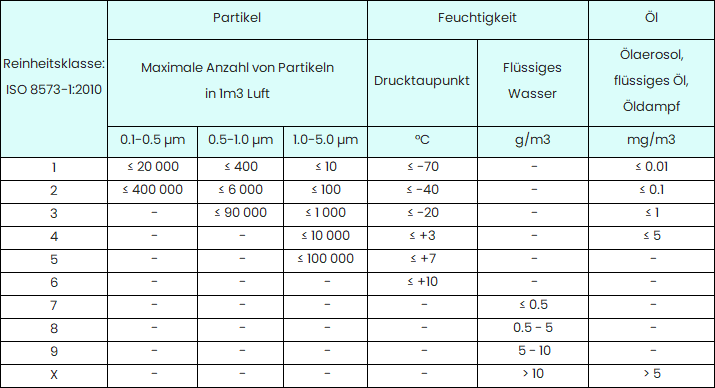
Bei Systemen mit einem Betriebsdruck über dem atmosphärischen Druck sollte anstelle von Taupunkt der Begriff Drucktaupunkt (PDP) verwendet werden. Der Drucktaupunkt (°C) gibt Auskunft über den Feuchtigkeitsgehalt in der Druckluft und wird auf Basis der relativen Luftfeuchtigkeit, Temperatur und des Betriebsdrucks am Probenahmepunkt der Druckluft bestimmt.
Es besteht ein erheblicher Unterschied zwischen der bei atmosphärischem Druck bestimmten Taupunkttemperatur und dem Drucktaupunkt. Luft mit einer Taupunkttemperatur von –35°C bei atmosphärischem Druck wird bei einem Druck von 7 bar eine Taupunkttemperatur von etwa –10°C haben, während bei einer Taupunkttemperatur von –23˚C bei atmosphärischem Druck die Taupunkttemperatur des Gases bei 7 bar 2°C betragen wird. Es ist zu beachten, dass sowohl die ISO 8573-1 als auch andere Richtlinien (z.B. der BRC Food Standard) die Drucktaupunktwerte als Grenzwerte für Druckluftqualitätsklassen angeben.
Woher kommt überhaupt Feuchtigkeit in der Druckluft? Die in den Kompressor eintretende atmosphärische Luft enthält immer Wasserdampf. Bei einer Temperatur von 24°C und einer relativen Luftfeuchtigkeit von 70% produziert ein 25 PS-Kompressor etwa 80 Liter Wasser pro Tag. Obwohl ein Trockner ein Bestandteil der Druckluftanlage ist, hat jedes Trocknungssystem eine begrenzte Leistungsfähigkeit. Probleme mit der Erreichung ausreichend niedriger Druckluftfeuchtigkeitswerte sind besonders in den Sommermonaten zu erwarten, wenn die erwärmte Luft mehr Feuchtigkeit enthält als in den kühleren Monaten und diese Feuchtigkeit nicht effektiv im Trockner zurückgehalten wird. Obwohl die Kompression zu einer Erwärmung der Luft führt, was dazu führt, dass das Wasser im Dampfzustand bleibt, kühlt sich die komprimierte Luft beim Eintritt in das Verteilungssystem ab und der Dampf kondensiert. Wie bereits erwähnt, ist das Vorhandensein von kondensiertem Wasser in vielen Anwendungen unzulässig und kann das Druckluftsystem und das Endprodukt verunreinigen, wenn die Druckluft damit in Kontakt kommt (Lebensmittel-/Kosmetik-/Pharmabranche). Der Parameter, der anzeigt, ob ein reales Risiko des Auftretens von freiem Wasser im Druckluftverteilungssystem besteht, ist eben die Messung des Drucktaupunkts.

AUF DEUTSCH
UND ENGLISCH
Standardmäßig erstellen wir den Bericht in einer zweisprachigen Version: Deutsch-Englisch.
IM EINKLANG MIT DEN
GMP-GRUNDSÄTZEN
Der Bericht enthält u. a. die Angaben zu den verwendeten Geräten und der an den Prüfungen beteiligten Personen.
ELEKTRONISCHE
ÜBERMITTLUNG
Der Bericht wird in elektronischer Form
(PDF-Dokument) übermittelt.
IN DER REGEL INNERHALB
VON 14-21 TAGEN FERTIG
In der Regel wird der Bericht innerhalb von 14 Tagen
(maximal 21 Tagen) nach der Messung übermittelt.